

 792
792
1 引言
涂层材料广泛应用于机械制造、汽车工业、电子设备等领域,其耐磨性能直接决定工件的使用寿命与运行可靠性。磨损试验是评估涂层耐磨性能的核心手段,而磨损后表面轮廓的精准测量则是量化磨损程度、解析磨损机理的关键环节。传统测量方法如接触式轮廓仪易对磨损表面造成二次损伤,且难以全面表征三维形貌特征。3D白光干涉仪基于光学干涉原理,具备非接触、纳米级精度、全视场三维成像的优势,为涂层磨损表面的精细化测量提供了有效技术方案。本文旨在探讨3D白光干涉仪在涂层磨损试验后轮廓测量中的应用,明确测量流程与关键技术要点。
2 实验方法
2.1 样品制备与磨损试验
选取FeCrMoSiB非晶涂层为研究对象,采用等离子喷涂工艺制备于45#钢基材表面,涂层厚度控制为100±5μm。依据GB/T 1768-2006标准,采用泰伯磨耗试验机进行磨损测试,设定载荷200g,磨轮转速60r/min,磨损时间60min,摩擦介质选用标准磨料纸。试验后选取磨损区域中心及边缘3个特征点位作为测量区域,确保覆盖主要磨损痕迹。
2.2 3D白光干涉测量系统
采用SuperView W1型3D白光干涉仪进行测量,仪器主要由宽光谱白光光源、分光干涉模块、压电驱动扫描系统及图像采集与处理单元组成。测量参数设置:物镜放大倍数50倍,扫描范围100μm×100μm,Z轴扫描步长0.01μm,干涉信号采样频率100Hz。测量前通过标准台阶样品(高度差10μm)进行校准,确保高度测量误差≤0.05μm。
3 测量原理
3D白光干涉仪的核心原理是利用白光的低相干性产生干涉条纹,通过解析条纹特征获取表面三维高度信息。光源发出的白光经分光镜分为参考光与测量光两束:参考光射向固定参考镜并反射,测量光照射至涂层磨损表面后反射,两束反射光汇合后形成干涉条纹。由于白光相干长度极短(仅数微米),仅当两束光光程差接近零时才会产生清晰条纹。通过压电驱动装置带动参考镜沿Z轴精密扫描,探测器实时记录各像素点的干涉条纹强度变化,形成干涉信号包络曲线,其峰值位置对应该点的实际高度坐标。经软件对全视场像素点高度数据进行整合与3D重建,最终生成磨损表面的三维轮廓图像,并可提取磨损深度、宽度、粗糙度(Ra)等定量参数。
4 测量结果与分析
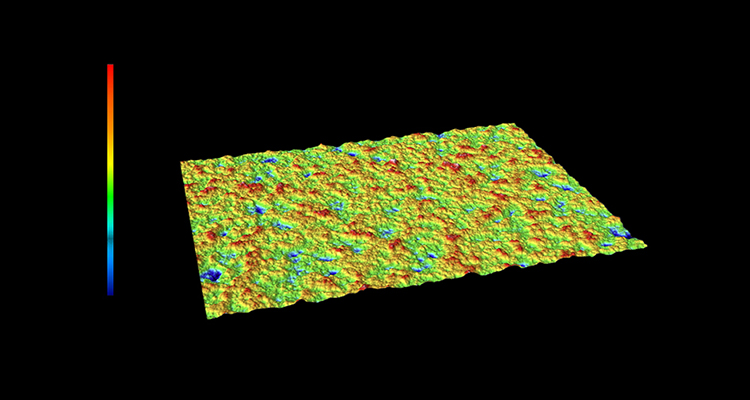
图1为涂层磨损区域的3D白光干涉轮廓图(彩色编码:红色为未磨损区域,绿色为中度磨损区域,蓝色为严重磨损区域)。从三维轮廓图中可清晰观察到,磨损轨迹呈现连续的凹槽状,凹槽边缘存在轻微隆起,局部区域出现微小剥落坑,这与磨粒磨损和轻微粘着磨损的复合磨损机制相符。通过软件定量分析得出:磨损轨迹平均宽度为386μm,最大磨损深度为8.2μm,磨损区域平均粗糙度Ra=1.23μm,较原始涂层Ra=0.35μm显著增大,表明磨损过程对涂层表面完整性造成明显破坏。
与传统接触式测量结果对比,3D白光干涉仪测量的磨损深度误差小于0.1μm,且能完整呈现磨损表面的三维拓扑结构,而接触式测量仅能获取线性轮廓信息,无法反映局部剥落等三维缺陷。此外,非接触测量方式避免了对磨损表面的二次划伤,确保了测量结果的真实性与可靠性。该测量结果可为涂层耐磨性能评估提供精准数据支撑,同时为优化涂层制备工艺、提升耐磨性能提供理论依据。
大视野 3D 白光干涉仪:纳米级测量全域解决方案
突破传统局限,定义测量新范式!大视野 3D 白光干涉仪凭借创新技术,一机解锁纳米级全场景测量,重新诠释精密测量的高效精密。

三大核心技术革新
1)智能操作革命:告别传统白光干涉仪复杂操作流程,一键智能聚焦扫描功能,轻松实现亚纳米精度测量,且重复性表现卓越,让精密测量触手可及。
2)超大视野 + 超高精度:搭载 0.6 倍镜头,拥有 15mm 单幅超大视野,结合 0.1nm 级测量精度,既能满足纳米级微观结构的精细检测,又能无缝完成 8 寸晶圆 FULL MAPPING 扫描,实现大视野与高精度的完美融合。
3)动态测量新维度:可集成多普勒激光测振系统,打破静态测量边界,实现 “动态” 3D 轮廓测量,为复杂工况下的测量需求提供全新解决方案。
实测验证硬核实力
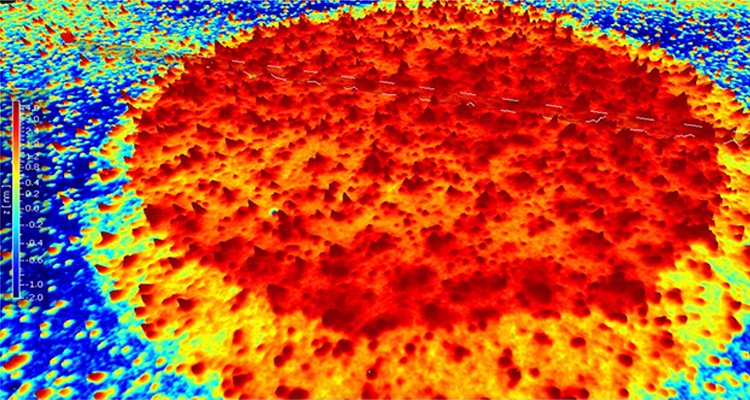
1)硅片表面粗糙度检测:凭借优于 1nm 的超高分辨率,精准捕捉硅片表面微观起伏,实测粗糙度 Ra 值低至 0.7nm,为半导体制造品质把控提供可靠数据支撑。
(以上数据为新启航实测结果)
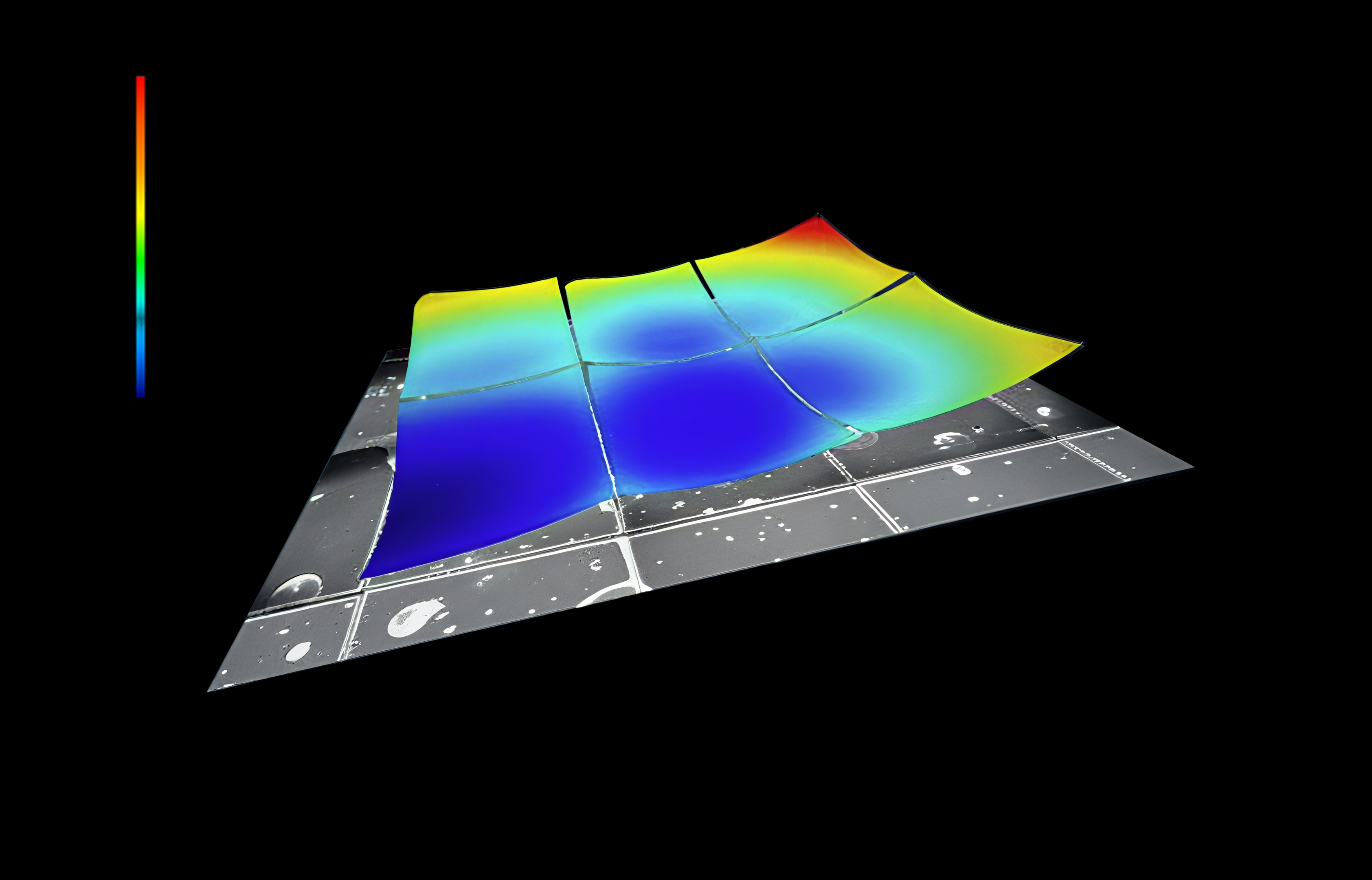
有机油膜厚度扫描:毫米级超大视野,轻松覆盖 5nm 级有机油膜,实现全区域高精度厚度检测,助力润滑材料研发与质量检测。
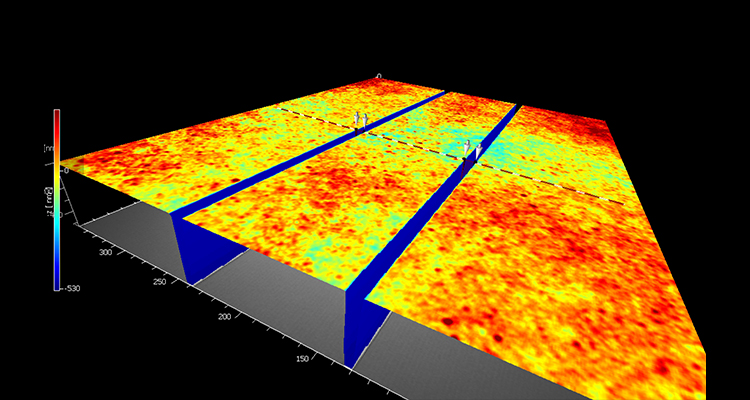
高深宽比结构测量:面对深蚀刻工艺形成的深槽结构,展现强大测量能力,精准获取槽深、槽宽数据,解决行业测量难题。
分层膜厚无损检测:采用非接触、非破坏测量方式,对多层薄膜进行 3D 形貌重构,精准分析各层膜厚分布,为薄膜材料研究提供无损检测新方案。
新启航半导体,专业提供综合光学3D测量解决方案!



