

 1045
1045
功率半导体在新能源汽车上的应用
功率器件是新能源汽车实现电能转换的关键器件。 相较于燃油车, 电动汽车将不再需要汽油发动机,油箱或变速器,而决定电动汽车性能的核心部件是电动机,PCU(动力控制单元)及其他核心电气部件。在这些部件中MOSFET、 IGBT 等等功率器件都起着非常关键的作用。其中IGBT 适合高压工作,而MOSFET 适合低压工作。在电力驱动系统中, IGBT 用于逆变器模块,该模块将蓄电池的直流电转换为交流电以驱动电机。在电源系统中, IGBT 用于各种交流/直流与直流/直流变换器中,实现为蓄电池充电与完成所需电压等级的电源变换等功能。此外,新能源汽车充电桩中也需要大量使用 IGBT。为了延长续航里程并减小车载电池的尺寸,提高发挥驱动核心作用的电控系统的效率已成为一个重要课题。SiC(碳化硅)作为新一代宽禁带半导体材料,具备高电压、大电流、高温、高频率和低损耗等独特优势。因此,业内对碳化硅功率元器件在电动汽车上的应用寄予厚望。新能源汽车的蓬勃发展也导致了汽车功率半导体中 IGBT 和 MOSFET 的需求量越来越大,种类也越来越多。
此外,从车载设备到工业设备和消费电子设备的广泛应用中,二极管被广泛用于电路整流、保护和开关用途,为了削减安装面积,要求减小二极管的封装尺寸。此外,在这些应用中,还需要使用更高性能的二极管来降低功耗。而另一方面,当减小二极管的封装尺寸时,背面电极和模塑表面积也会减小,从而会导致散热性变差。对此,罗姆的PMDE封装通过扩大背面电极和改善散热路径,提高了散热性能。封装小型化的同时,实现与传统封装同等的电气特性。
意法半导体汽车和分立器件产品部(ADG),功率晶体管事业部战略市场、创新及重点项目经理FilippoDiGiovanni
乘联会预测,中国市场2022 年新能源车销量有望突破600 万辆,同比增长70%。同时,每辆新能源汽车功率半导体价值量将提升至约330美元,价值占比超50%。意法半导体汽车和分立器件产品部(ADG),功率晶体管事业部战略市场、创新及重点项目经理FilippoDiGiovanni表示,鉴于电动汽车的主驱逆变器、车载充电机、DC-DC转换器和空调系统使用大量的功率器件,汽车行业将拉动功率器件消费增长。FilippoDiGiovanni认为,新能源汽车需要许多不同种类的高性能半导体,而传统燃油车不需要高性能半导体。电动汽车需要主驱逆变器、车载充电机和DC-DC转换器等。所有这些系统都需要特殊的功率器件才能正常运行。

功率半导体在新能源汽车上的应用,来源:安森美
新能源汽车因采用更高压平台,功率半导体价值量提升十分显著,据英飞凌报告显示,新能源汽车中功率半导体器件的价值量约为传统燃油车的5 倍以上。其中,IGBT约占新能源汽车电控系统成本的37%,是电控系统中最核心的电子器件之一,且电动化程度越高,IGBT 在车中所占比例越高。IGBT 目前在AOO 级车上价格成本约500-600 元, A级车上价格成本 1200元以上, B级车上价格成本 2000元以上;其中混动车上价格成本约为2000-3500 元,纯电动车上价格成本为 2000-4000 元,部分豪华车上单车成本在5000 元以上。
车规功率器件设计应遵循哪些要求?
与传统的燃油车相比,新能源汽车主要是在动力系统有很大的差异。传统燃油车的动力系统由发动机总成和变速箱总成构成,而纯电动车使用电动机替代了传统的燃油发动机。中印云端(深圳)科技有限公司产品经理陈志波表示,整个电驱动系统是新能源车必备的零部件,里面功率器件主要是核心“心脏”IGBT模块,占电动汽车成本将近10%;
另外还有电驱动小三电系统包括的三个总成部件:DC/DC变换器,车载充电机(OBC),高压配电盒(PDU),目前3.3KW和6.6KWOBC主要用650V的超级结MOSFET,目前已经有的趋势是为了往更高功率密度发展,所以碳化硅MOS的应用也逐渐广泛;最后新能源汽车由于不采用内燃机作为整车的动力源,所以其空调系统也无法利用发动机余热以达到取暖/除霜的效果,所以较之增加了PTC加热和电控空调压缩机,这部分主要能用到IGBT单管的产品。

安森美中国区汽车现场应用工程师夏超
此外,传统燃油车中,高压功率器件仅有少量位于发动机的点火器中,而在混合动力车型、插电式混动车型和纯电动车型当中,用于逆变器当中的功率器件所占体量是点火器无法比拟的。安森美中国区汽车现场应用工程师夏超表示,混合动力车型、插电式混动车型和纯电动车型需要可应用于大功率场景的功率器件,其对功率器件的要求一般在20-200kW之间。新能源车企一般会选用导通压降低、耐压等级高、输出功率高的功率芯片,而非用于燃油车型或轻混车型中的低压小电流功率器件。
当前车规级功率器件是以SiIGBT+SiFRD与碳化硅MOSFET为主,其关键性能参数可分为静态参数与动态参数两个方面,静态参数主要关注点在器件的通态压降/电阻,动态参数则主要是器件的开通与关断损耗。要想实现电动汽车更为优异的续航成绩,就需要使用具有更低的动静态损耗的功率器件。碳化硅MOSFET功率器件在电动汽车常见的使用场景下,其参数更具竞争力。
FilippoDiGiovanni认为,汽车功率器件的设计必须具有很好的鲁棒性、可靠性和使用寿命。此外,功率器件不会干扰其他元器件和电路。在保护产品和消费者方面,汽车行业有很多认证标准。AEC-Q101是最常见的分立器件标准,它是一套基于应力测试认证失败机制的推荐标准。其他标准规定了在特定测试条件下耐受封装表面峰值电压差或最大瞬态电压等所需的间隙。:一般情况下,在指定驱动模式和结温的使用场景中,MOSFET和IGBT晶体管以及二极管等车规功率器件在规定的应力测试条件下运行必须安全可靠。此外,还要考虑因振动引起的机械应力。为了满足这些条件,这些产品在设计时必须特别注意工业应用。因此,车规芯片工作温度通常较高,并且在HTRB(高温反向偏置)等测试中,施加的电压必须100%是最大额定值。此外,必须正视电参数的变化与制造工艺的关系,并加以控制,特别是影响功率损耗的参数(泄漏电流、导通电阻等)。
罗姆半导体(深圳)有限公司 技术中心 高级经理 苏勇锦则认为,伴随汽车的电动化,自动化,智能化的快速演进,新能源汽车上使用的功率器件数量也在急剧增加。电动汽车的驱动力已变为由功率半导体为中心的逆变器单元来控制的时代。因此,汽车上使用的功率器件的品质将直接左右车辆的品质和安全性。1件不良都会波及到极其广泛的范围。因此,“零不良”已经变成理所当然的车载品质要求。作为拥有60余年历史的综合性半导体厂商,罗姆始终秉持“品质第一”的企业目的,在车载应用上面拥有丰富的实绩和经验,今后也将不断强化车载领域的高可靠性产品开发和品质保证。为了实现车载的“零不良”的品质要求,除了在器件生产过程中使用更严格的检查以外,罗姆重点推进从器件设计阶段的高品质设计、制造流程的保证。

直流充电桩电路结构,采用AC-DC 和 DC-DC电源模块,来源:Wolfspeed
除了汽车本身,大规模的电网建设以及充电桩也是推广新能源车必不可少的配套设施建设。2016年埃隆马斯克收购了Solarcity之后,我们可以看到他对整个电车市场的判断:发展电车不仅仅在于不断升级的三大件,配套设施也是很关键的一部分,毕竟我们需要更大容量的电网和更多更快的充电桩。

安森美全球方案中心应用市场工程师贾鹏
安森美全球方案中心应用市场工程师贾鹏表示,发展新能源车的重要意义之一在于解决环境和能源问题,同样的,可再生能源的发展利用也具有同样目的。太阳能发电近年在可再生能源发电中占据领先地位,因为它解决了电网基础设施薄弱或者扩容经济性不高的问题。国际能源署(IEA)在2019年10月的燃料报告中提到2024年全球可再生能源发电量将增长50%,即1200GW,其中60%的增长将采用太阳能光伏(PV)设备的形式。尽管太阳能是免费的,但如何保证能量转换的高效一直是业界需要攻克的难题。碳化硅材料作为新一代宽禁带半导体材料被成功研发并量产是高效光伏逆变器的福音。碳化硅器件的优势始于材料本身,它具有比硅高10倍的介电击穿场强,2倍的电子饱和速度,3倍的能带间隙和3倍的热导率。这让一台由碳化硅器件组成的光伏逆变器同时具有更大的功率密度和工作效率。同样的,高功率高效率的充电桩也得以量产并使用。
目前直流充电桩通常采用15-50 kW 的AC-DC 和 DC-DC电源模块,并根据充电位置和车辆类型进行扩展,以满足更高或更低的功率需求。通过模块的并联堆叠组合可实现150 kW 快充桩以及350 kW 超充桩的功率需求。以 25kW 充电桩模块为例,需要并联6 个模块实现150kW 充电桩功率,而250kW 的充电桩需要并联10 个 25kW功率模块。 350kW功率的超充桩,则可以使用6 个 60kW模块并联,由于 60kW模块采用更高电压器件、更先进的封装和拓扑结构,可以有效减少芯片数量并降低系统成本。根据Wolfspeed 数据,25kW 功率的充电桩模块,大约需用到16-20 个1200V碳化硅MOSFET 单管。根据 Yole 预测,用于直流充电器的功率电子设备总市场价值2025年将增长至 2.25亿美元, 2026年将增长至 3.47亿美元。
罗姆半导体(深圳)有限公司 技术中心 高级经理 苏勇锦表示,罗姆以功率器件为中心提供各种解决方案,满足各种客户需求。根据使用器件的不同,罗姆提供两类充电桩解决方案。一是碳化硅器件解决方案,适用于追求高效、小型化的大功率充电桩。二是硅器件解决方案,包括相对于碳化硅器件来说性价比较好的超级结MOS和IGBT。
贾鹏表示,安森美是全球少数的几家能提供从碳化硅衬底到模块的端到端供应商。安森美计划在今年第4季度发布的25kW直流快充系统参考设计能够很好的帮助用户在直流充电系统的设计,该设计采用了三相半桥功率因数校正(PFC)+双有源桥(DAB)的架构,配合安森美的1200V半桥碳化硅模块NXH010P120MNF1,能够最大程度上平衡系统性能和成本,同时安森美还会公开部分系统设计资料供大家参考。
夏超介绍,目前,安森美的半导体产品应用在汽车中的多个领域,包括车载充电器、高压负载电池管理、DC-DC转换器、高压动力总成、主驱逆变、48V皮带传动起动机-发电机(BSG)、ADAS、信息娱乐、车门、座椅控制等。碳化硅(碳化硅)作为第三代半导体的关键材料,能够显著提高电动汽车驱动、电动汽车充电和能源基础设施等重要领域的系统效率。因此,2021年8月,安森美宣布收购碳化硅晶圆供应商GTAdvancedTechnologies(GTAT),用以强化自身IDM的战略布局,成为少数能提供从衬底到模块的端到端碳化硅方案供应商之一。

来源:安森美
安森美碳化硅功率器件包括碳化硅MOSFETs、碳化硅二极管、以及混合碳化硅模块三类,并可选配性能更佳的压铸模封装。相比于硅凝胶灌封模块,压铸模封装的主要优势包括可以实现更高的功率密度,更低的杂散电感,更高的工作温度(200℃甚至以上),并可根据客户需求实现差异化定制。
以VE-TracDual为例,这是安森美专为插电式混合动力车(PHEV)、全混合动力车(HEV)、纯电池车(BEV)和燃料电池(FCEV)电动车而设计的功率模块,并根据主驱逆变器的应用场景进行了针对性的优化,实现了许多创新,包括双面冷却等,使其具有高功率密度和小尺寸。安森美通过开发VE-TracDual,期待在更广泛的电动车中实现更高的能效比。
除了具备优良的电气和热性能外,VE-TracDual易于功率扩展的特性也值得关注。在具体使用中,既可以用三相全桥的模块来实现150kW功率,也可以把两个150kW模块并联在一起实现300kW功率,且不增加占位。此外,在双面冷却模块中,功率芯片中还内置了温度和电流传感器,以便更好的实现温度检测和电路保护。
根据规划,安森美主驱功率封装技术将在2023年中期从双面间接水冷过渡到直接水冷模式,预计到2023年底会实现双面直接水冷,2024年中期进一步优化为双面直接水冷+方案,核心目的是为了不断提升模块的功率密度。
800V高压超充时代,碳化硅器件成主流
随着电动汽车续航里程的逐步提升,当前消费者尤为关注电动汽车的充电问题。市场上大致可将电动汽车的充电模式分为慢充与快充,快充是指在短时间内使用高功率直流充电桩为车辆补充电能,一般是指在半小时内完成50%以上的充电模式,但其技术复杂且成本较高。直流充电桩通过自带的AC/DC转换模块完成变压整流,将电网输入的交流电转换为车辆蓄电池所需的直流电,功率一般在60kW以上。直流充电桩对电网的要求较高,需要专门建设相应的供电网络,以及配备谐波抑制等辅助设备。在电动车辆的典型应用场景下,快充需求多集中于长途旅行与专业化集中运维的场景。目前,受限于导线的额定电流与散热条件,快充正在向更高的充电电压迈进,逐步从400V向800V充电电压加以转换,理论上可缩短一半的充电时间。安森美(onsemi)也在积极推进电动汽车高压化进程,使有限的动力电池空间内实现更多能量的有效存储以及动力电池的快速补能,有效缓解驾乘人员对电动汽车的里程及充电焦虑,同时为客户提供绿色高效化的能源解决方案。

小鹏G9 是国内首款800V 高压碳化硅平台量产车型,来源:小鹏汽车官网
800V高压方案已经成为各大新能源汽车主机厂的主流选择。目前业界已有至少10 家车企(大众PPE平台、奔驰 EVA、现代E-GMP、通用奥特能、小鹏、比亚迪e 3.0 平台、东风岚图、吉利SEA 浩瀚平台、广汽埃安、理想等)宣传布局800V 高压平台,从量产时间来看,各大车企基于800V 系统的新车将于2022-2023 年陆续上市。其中小鹏G9是国内首款采用 800V高压 碳化硅 平台的量产车型,将于2022 年 9月正式上市。
凭借耐高压、耐高温和高频等优越的物理特性,碳化硅 MOSFET 有望在新能源汽车800V 高压超充时代替代Si IGBT,在主驱逆变器、充电桩、OBC等应用场景中加速渗透。受益于新能源汽车电动化进程加快和国内主机厂加强供应链自主可控的要求,车规级功率器件的进口替代趋势正在形成,国内多家碳化硅 产业链企业已经在主驱、 OBC、DC-DC 等应用领域得到主机厂提供的产品验证机会,部分企业成功导入了主机厂供应体系。
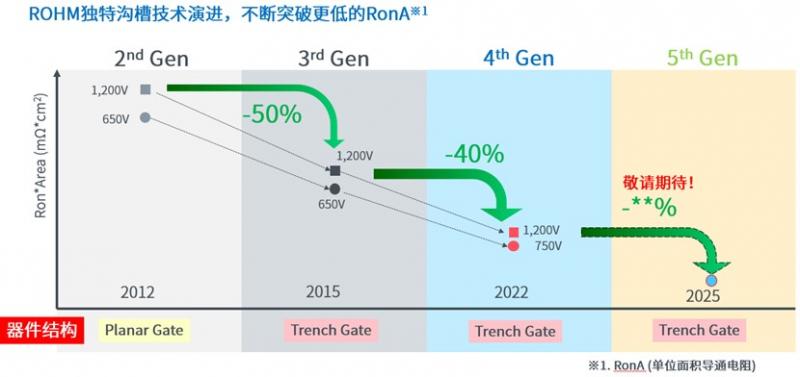
凭借耐高压、耐高温和高频等优越的物理特性, 碳化硅 MOSFET 有望在新能源汽车 800V 高压超充时代替代 Si IGBT,在主驱逆变器、充电桩、 OBC 等应用场景中加速渗透。受益于新能源汽车电动化进程加快和国内主机厂加强供应链自主可控的要求,车规级功率器件的进口替代趋势正在形成,国内多家 碳化硅 产业链企业已经在主驱、 OBC、 DC-DC 等应用领域得到主机厂提供的产品验证机会,部分企业成功导入了主机厂供应体系。多年的技术演进使Si基材料的功率器件特性已经到达其理论极限。SiC MOSFET正在不断更新迭代,让未来充满无限可能。罗姆独特的沟槽技术演进,不断突破更低的RonA(即单位面积导通电阻)。

罗姆半导体(深圳)有限公司 技术中心 高级经理 苏勇锦
罗姆半导体(深圳)有限公司 技术中心 高级经理 苏勇锦表示,罗姆的在车载功率器件的布局范围广,在全球范围的各大Tier1和整车厂的采用实绩也非常丰富,并且在车载市场的知名度高。主要产品除了第三代半导体的SiC产品以外,还有硅基的车载IGBT和中低压的MOSFET、功率二极管等。SiC产品目前已经被大量使用在车载OBC和DC-DC上,最新推出的第4代沟槽结构SiC MOSFET已经在许多主机逆变器上进行测试评估,并将在不久的将来实现大批量出货。车规级IGBT产品已经大批量应用在汽车点火器,电动压缩机,OBC等产品上。而在车载需求不断增加的ECU和EPS,油泵水泵等应用上,罗姆拥有性能优异的30V~150V的低导通电阻中低压MOSFET产品。未来,罗姆将不断推进SiC工艺的演进,开发更低单位面积导通电阻的第五代产品。并加速开发8英寸SiC衬底和晶圆的量产。另外,针对硅基的IGBT产品,罗姆将开发继续扩充高压1200V的IGBT产品线,拓展贴片封装产品,不断为性能源汽车的高压化和小型化,高效化做贡献。
FilippoDiGiovanni也表示,除了提供各类先进的电动汽车用半导体芯片外,意法半导体还有很多充电基础设施用半导体产品。鉴于对系统本身的能效的要求,充电桩和电网也可以采用电动汽车用碳化硅MOSFET和二极管。据介绍,意法半导体正在推出的新产品是逆变器用IGBT晶体管,同时还提供大量各种硅基超结高压MOSFET晶体管,被广泛用于车载充电机和DC-DC转换器。在碳化硅MOSFET方面,意法半导体正在量产额定电压650V、750V和1,200V的三代碳化硅产品。
随着半导体材料正从硅材料向第二、三代半导体转移,碳化硅功率器件的应用也越来越多。夏超认为,碳化硅功率器件未来将呈现高结温、高功率密度、高效率以及低损耗的技术发展趋势。随着封装技术的进一步发展,碳化硅芯片的高结温优势会得到进一步体现,同等运行条件下,通流能力可以得到极大的提升;在同样的电压和电流等级下,碳化硅功率芯片相较于硅基功率芯片,其芯片面积与封装所占体积会有很大程度地减小,器件未来会朝着更高功率密度的方向进行发展,器件封装的散热设计也需要加以改进;在大功率的应用场景下,如电动汽车驱动等领域,碳化硅MOSFET功率器件将会以更小的运行损耗为目标加以迭代升级。
FilippoDiGiovanni也表示,碳化硅材料令人关注的物理属性是比硅半导体更适合汽车应用的恶劣环境。碳化硅的鲁棒性更高,即使长时间工作在高温度和高电压下,性能不会降低衰退。导通电阻是任何MOSFET的关键参数,碳化硅MOSFET的导通电阻温度系数较低。这些优势对于设计更加皮实耐用的电动汽车至关重要。最重要的是,在电驱系统中用碳化硅可以显著提高能效,从而延长行驶里程。
意法半导体也是首家推出车规碳化硅MOSFET晶体管的公司,意法半导体的STPOWER系列已经投入量产。此后,意法半导体在碳化硅MOSFET市场建立了稳固的领导地位,市场份额超过50%。如今,意法半导体在汽车和工业领域有100多个碳化硅项目正在执行中。意法半导体有自营的碳化硅衬底制造厂,采用完全垂直整合制造模式,确保客户拥有一个稳健性和韧性都很高的供应链。除了意大利卡塔尼亚工厂外,意法半导体还在新加坡建立了第二个6英寸碳化硅晶圆厂,以更好地服务客户,并实现内部碳化硅采购的多样化。FilippoDiGiovanni表示,意法半导体首批8英寸原型流片成功,预计将在几年后开始投产。
车规级功率器件面临的三大技术挑战?
夏超认为,与消费级、工业级产品相比,车规级功率器件对环境要求、可靠性要求和供货周期要求较高。主要体现在:1)环境要求:车规级功率器件的运行环境更为复杂,需要对抗高振动、多粉尘、多电磁干扰及宽工作温度范围等恶劣工况;2)可靠性要求:汽车设计寿命一般在15年或20万公里,整车厂对车规级功率器件的要求通常是零失效;3)供货周期要求:车规级功率器件的供货周期需要覆盖整车的全生命周期,供货周期一般为15-20年;4)重新认证要求:消费级和工业级产品在制造过程中执行一些细小的工艺变化不需要厂商对功率器件进行重新验证,但对车规级功率器件来说是必须进行相关车规级标准的重新认证。
罗姆半导体(深圳)有限公司 技术中心 高级经理 苏勇锦表示,EV专用单元需要更高的可靠性、小型化和低功耗。其技术难度主要是如何保证车载品的“零不良”高品质要求。不仅在功率器件的功率器件的生产过程中以及可靠性测试中实施比消费级或工业级产品更严格的检查标准,还需要从器件设计初期以及生产工艺设计上实现“高可靠性、高品质”。罗姆可提供SiC、IGBT为代表的功率器件,以及驱动这些器件的栅极驱动器IC等,可为客户提供更好的解决方案。而且,拥有在周边电路使用的、丰富的电源IC、晶体管、二极管、检测电流的分流电阻器等通用产品。
看好新能源汽车的未来发展,目前市场上的功率器件厂商都希望能杀入车载领域,不过这个领域的竞争门槛非常高。夏超表示,车载功率器件的竞争门槛主要体现在以下几个方面:相关车规级质量标准的通过与否,产品的生命周期是否足够覆盖车辆的全寿命周期,供应链的可靠程度是否足够高,以及售后保障的及时与否。车规级功率器件当前面临的设计难点可归结于以下三个方面,一是功率芯片的设计与制造,功率芯片的低功耗与高可靠性、高功率密度之间很难平衡;二是功率芯片封装的全流程,需要有效解决散热的高效性以及封装的高可靠性等问题,保证车辆的长期可靠运行;三是栅极驱动保护的设计,旨在保证车载功率器件在多种应用工况下的安全运行。
夏超表示,车载功率器件相对于其它领域将主要面临三大技术挑战:首先是碳化硅功率器件对掺杂工艺有特殊要求,由于碳化硅扩散温度远高于Si,如果采用扩散法进行掺杂,此时用于掩蔽的SiO2层会出现失效的风险,且碳化硅在高温下也会处于极不稳定的状态,所以不适合采用扩散法进行掺杂。碳化硅功率器件一般会选用离子注入掺杂,但在该掺杂过程中依然会造成晶圆的损伤,相关的工艺参数还需要进一步优化。其次是欧姆接触的制作,在碳化硅晶片上制造金属电极,要求其接触电阻值低,电极材料使用Ni和Al可以实现,但这两种材料在100℃以上时的热稳定性较差。如果采用Al/Ni/W/Au复合电极可以将材料的热稳定性提高到600℃/100h,但其接触电阻值远高于Ni和Al,因此要形成良好的碳化硅欧姆接触比较难。最后是功率器件封装材料的耐高温特性未达到要求,碳化硅芯片可在600℃结温下工作,但当前功率模块等大功率器件为了保证产品的可靠性,通常是采用与SiIGBT相同或相似的封装材料与结构,这就大大限制了碳化硅材料高结温特性的发挥。与此同时,各家厂商也在积极使用新型材料与结构,但其在实际场景下的工作稳定性与可靠性还需要得到进一步的验证。
来源: 与非网,作者: 李坚,原文链接: https://www.eefocus.com/article/525159.html




