

 425
425
一、项目背景
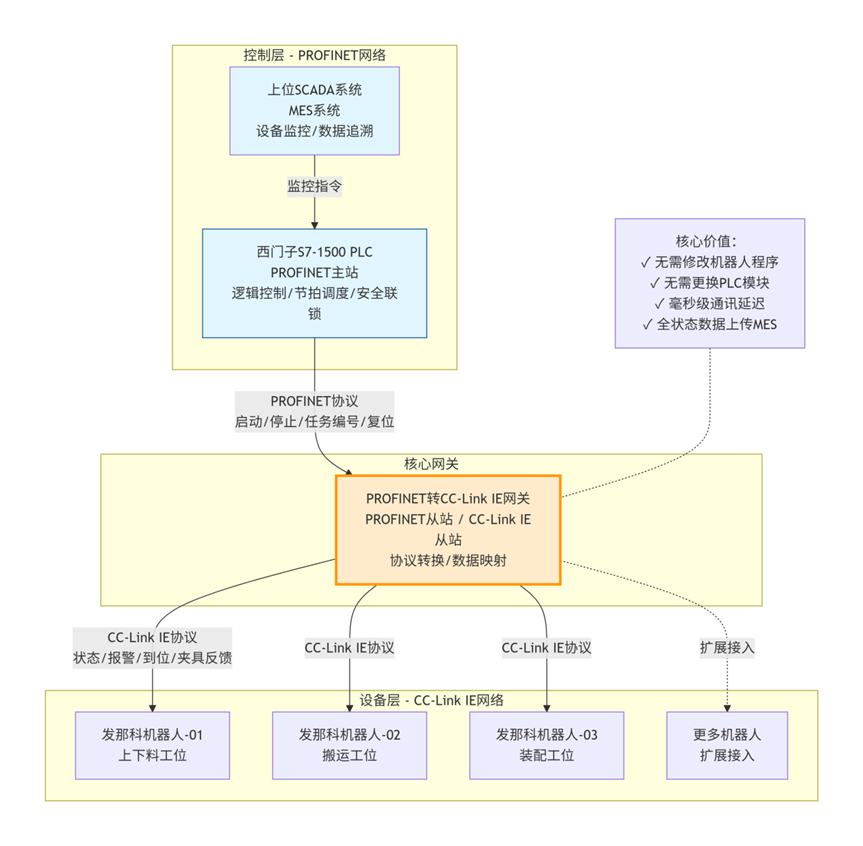
某汽车零部件企业自动化生产线以西门子S7-1500PLC为核心控制器,采用PROFINET工业以太网组网,负责整条产线的逻辑控制、节拍调度与安全联锁。产线上下料、搬运、装配工位均配置发那科工业机器人,机器人控制系统采用CC-LinkIE总线通讯。
由于PROFINET与CC-LinkIE属于不同工业总线协议,二者无法直接联互互通。前期项目采用硬接线方式实现少量IO信号交互,存在布线复杂、信号点少、扩展性差、响应延迟高等问题。机器人运行数据、坐标信息、故障代码、夹具状态等无法实时上传至PLC与上位系统,导致设备信息孤岛、运维效率低、故障定位慢,难以满足智能制造对高速联动、数据互通、稳定可靠的要求。为打通西门子PLC与发那科机器人之间的数据通道,企业决定采用PROFINET转CC-LinkIE协议转换网关进行通讯改造。
二、解决方案
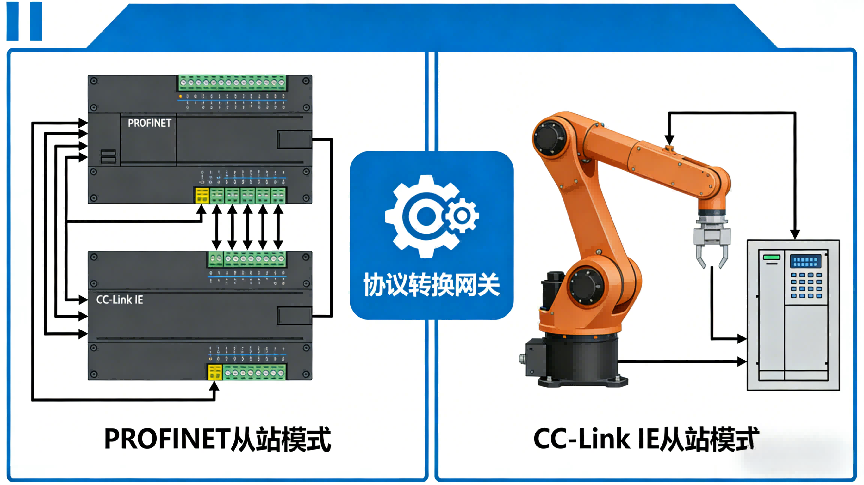
项目采用PROFINET转CC-LinkIE协议转换网关作为核心通讯设备,实现两种异构总线之间的透明数据转换。
硬件架构
网关一侧作为PROFINET从站接入西门子PLC网络,另一侧作为CC-LinkIE从站与发那科机器人对接,采用标准DIN导轨安装,支持宽电压供电与工业级抗干扰设计,满足车间长期连续运行需求。
通讯配置
通过网关配置软件完成数据映射,将机器人的运行状态、报警信息、到位信号、夹具反馈等数据转换为PROFINET协议上传至PLC;同时将PLC下发的启动、停止、任务编号、复位指令等转换为CC-LinkIE信号下发给机器人。
实施优势
改造无需修改机器人程序、无需更换PLC模块、无需大量重新布线,配置简单、调试快捷,大幅缩短项目实施周期,降低改造成本。
三、应用效果
系统投运后,通讯稳定、延迟低、数据无丢包,完全满足产线高节拍、高可靠性要求。
实现无缝互联互通
彻底解决西门子PLC与发那科机器人协议不兼容问题,实现控制指令与状态数据双向实时传输。
通讯性能优异
数据刷新延迟低至毫秒级,机器人动作响应及时,与产线节拍高度同步,有效提升生产效率。
系统稳定可靠
工业网关模块抗干扰能力强,支持24小时不间断运行,减少停机时间,降低设备故障率与维护成本。
数据可视化与智能化
机器人全状态数据可上传至上位SCADA与MES系统,实现设备监控、故障预警、生产数据追溯与OEE统计,提升产线数字化与智能化水平。
四、总结
本项目通过PROFINET转CC-LinkIE协议转换网关,成功实现西门子PLC与发那科机器人稳定、高速、可靠的通讯互联。方案部署简单、成本低、兼容性强,适用于汽车、3C、零部件加工等多行业自动化产线改造,是解决多品牌、多协议设备互联互通的理想解决方案。




