

 699
699
本生产线通过稳联技术Profinet转EthernetIP网关WL-PN-EIPM,实现曲轴从毛坯上线、加工、质量控制和成品下线全过程的物流输送与自动化生产监控。
对于工厂而言,客户需求是根本,质量控制是实现户满意度的基础。只有通过有效的质量控制手段,企业才能确保产品的一致性和可靠性。例如,通过严格的检验和测试流程,可以及时发现并纠正潜在的质量问题,这不仅能降低返工率和废品率,还能确保客户收到符合标准的产品。
本生产线中,关节机器人的通信应用是实现自动化协同的关键环节。以下是基于稳联技术Ethernet/IP协议与西门子S1500 PLC集成的技术详解:
一、通信架构设计
网络拓扑
硬件配置
PLC侧:S7-1500需配备支持Ethernet/IP的通信模块(如CP1543-1或通过TIA Portal配置的PN接口)。
机器人侧:需启用Ethernet/IP选项(例如安川的YRC1000需选配EIP模块)。
二、协议配置流程
1. PLC端配置(TIA Portal)
-安装GSD文件:导入机器人厂商提供的Ethernet/IP设备描述文件(.gsdml)。
-添加设备:在硬件目录中选择对应的机器人EIP从站,分配IP地址(如192-168-1-10)
-定义I/O映射:
-输入:机器人状态信号(运行中/故障/急停)、加工完成信号。
-输出:启动/停止指令、目标工位编号(16位整数)。
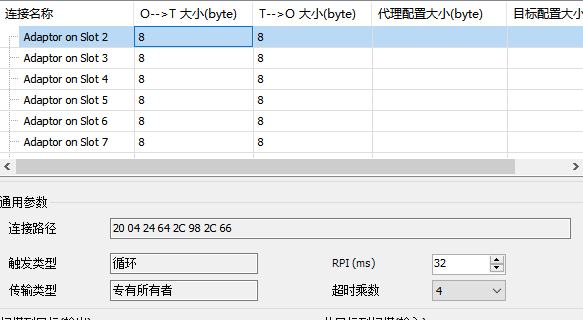
-设置通信参数
2. 机器人端配置

三、数据交换实现
1.周期性数据(I/O)
o传输高频信号(如夹爪开合、到位信号),通过Ethernet/IP的隐含信息实现。
o建议使用32位DINT数组优化传输效率。
2.非周期性数据(HMI/参数)
o通过读写机器人参数(如加工速度、坐标系偏移),使用CIP指令:
质量控制在提升客户满意度中扮演着至关重要的角色。只有重视质量管理,企业才能在激烈的市场竞争中立于不败之地,同时实现持续的业务增长和客户信任。
阅读全文



