

 442
442
一、行业背景及项目概况
随着我国环保事业的持续推进,污水治理精细化、自动化要求不断提升,污水处理厂作为水污染治理的核心枢纽,其自动化运行水平直接决定污水处理效率、出水达标率及运营成本,是守护生态环境、实现水资源循环利用的关键环节。本次案例针对某中型污水处理厂,该厂负责区域内生活污水与工业废水的集中处理,设计日处理能力2万吨,服务人口约10万人,核心处理工序包括格栅过滤、曝气反应、沉淀消毒等,需通过自动化设备协同运行保障处理效果。
现场核心控制设备为欧姆龙CPM1A系列PLC,主要承担水泵启停、曝气强度调节、水质参数(pH值、溶解氧)采集等关键控制任务。为进一步提升自动化管控水平,水厂新增工业触摸屏用于人机交互、参数设置及运行状态实时监控,同时新增变频器实现水泵、风机的无级调速,从而达到节能降耗、优化运行效率的目的。但原有欧姆龙CPM1A PLC仅配备RS232/485串口,无法与新增触摸屏、变频器实现高效通讯,严重影响整个自动化系统的协同运行,亟需一套可靠的通讯解决方案。捷米特JM-ETH-CXD导轨型以太网模块凭借其高适配性、工业级稳定性及多协议支持能力,成为本次项目的核心选型设备,可有效实现串口转以太网转换,解决设备互联难题。
二、项目通讯痛点及选型实施过程
(一)核心通讯痛点
项目实施前,通讯问题成为制约水厂自动化升级的核心瓶颈,主要集中在协议不兼容及串口通讯局限性两大方面:一是协议差异导致设备无法互联互通,欧姆龙CPM1A PLC采用自身专用的Hostlink协议,新增触摸屏采用Modbus TCP协议,变频器采用Modbus RTU协议,三种设备通讯协议差异较大,无法直接建立数据交互,形成数据孤岛,与污水处理厂“测、控、管”一体化的精细化管理需求相悖;二是串口通讯能力不足,原有PLC仅配备1-2个串口,无法同时连接触摸屏与变频器,被迫采用级联方式组网,导致数据传输延迟高、丢包率高,频繁出现参数设置失效、设备误动作等问题,影响污水处理工序稳定性,同时增加运维人员工作量;三是无法实现远程监控与数据追溯,传统串口通讯方式传输距离有限,且不支持网络接入,无法将设备运行数据上传至监控中心,不符合水厂智能化管理发展需求。
(二)设备选型
结合污水处理厂高温、潮湿、强电磁干扰的恶劣工业环境,以及设备协议兼容、多设备同时连接的核心需求,经过多方选型对比,最终确定采用捷米特JM-ETH-CXD导轨型以太网模块作为通讯中转设备。该模块专为小型PLC网络升级设计,核心具备串口转以太网功能,可灵活切换作为以太网转换器、以太网桥接器使用,完美适配欧姆龙CPM1A系列PLC,同时支持多协议双向转换,能有效解决不同设备间的协议兼容问题,且具备工业级防护性能,可适应水厂恶劣现场环境,满足24小时连续稳定运行需求,是小型PLC实现多设备互联的优选方案。
(三)实施过程
实施过程分三个阶段有序推进,确保通讯方案落地见效、运行稳定:一是硬件部署,将JM-ETH-CXD模块安装在PLC附近的DIN导轨上,采用专用RS232电缆连接模块与PLC编程口,通过RS485总线连接模块与变频器,利用工业以太网电缆将模块接入车间工业交换机,同时连接触摸屏,形成星型网络拓扑,实现PLC、触摸屏、变频器的硬件互联互通;二是参数配置,通过模块默认IP登录Web管理界面,修改网络参数适配现场网段,分别配置PLC(Hostlink协议)、触摸屏(Modbus TCP协议)、变频器(Modbus RTU协议)对应的通讯协议与端口参数,设置数据路由规则,实现三者之间的双向数据交互;三是调试优化,通过模块的数据包监控功能,实时观察各端口通讯状态,调整数据刷新周期,经过72小时连续测试,无丢包、无延迟现象,通讯稳定性完全满足现场运行需求。
三、捷米特JM-ETH-CXD模块(网关)功能介绍
捷米特JM-ETH-CXD导轨型以太网模块本质是一款多功能工业通讯网关,核心功能围绕串口转以太网、协议转换及多设备互联展开,完美适配本次项目需求,具体功能如下:一是串口转以太网核心功能,可将欧姆龙CPM1A PLC的RS232/485串口信号转换为以太网信号,打破传统串口通讯的距离限制,实现串口设备与以太网设备的无缝互联;二是多模式适配功能,可灵活作为以太网转换器、以太网桥接器使用,适配不同网络拓扑需求,无需额外添加交换机,有效降低组网成本;三是多协议转换功能,支持Hostlink、Modbus TCP、Modbus RTU等多种工业常用协议的双向转换,彻底解决不同设备间的协议兼容问题,实现PLC与触摸屏、变频器的数据双向顺畅交互;四是工业级稳定性能,具备强电磁干扰防护、宽温工作范围,适配污水处理厂恶劣现场环境,支持24小时连续运行,同时具备数据包监控、故障报警功能,便于运维人员快速排查通讯问题;五是便捷配置功能,通过Web管理界面即可完成所有参数配置,无需专业编程知识,大幅降低调试难度和运维成本。
四、技术架构设计及硬件配置
(一)技术架构设计
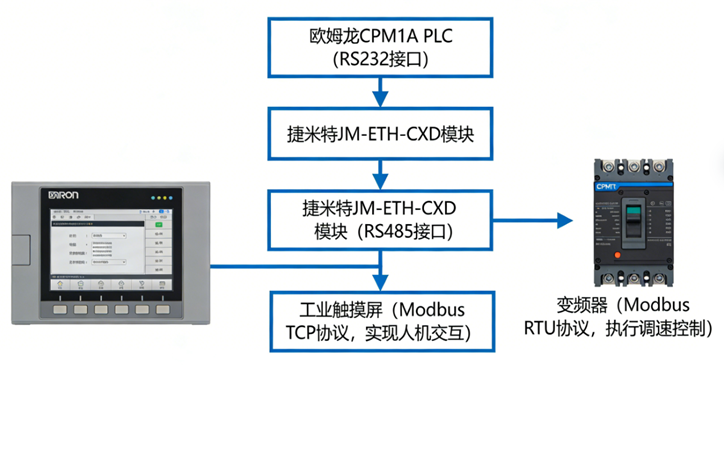
本次通讯方案以捷米特JM-ETH-CXD模块为核心枢纽,构建“PLC控制层-通讯中转层-设备执行/交互层”三级技术架构,实现全系统协同高效运行:
1. PLC控制层:以欧姆龙CPM1A PLC为核心,负责采集现场水质参数、执行设备控制指令,是整个控制系统的“大脑”;
2. 通讯中转层:以捷米特JM-ETH-CXD模块为核心,重点承担串口转以太网、协议转换、数据路由三大功能,作为PLC与触摸屏、变频器之间的核心通讯桥梁,实现数据双向快速传输;
3. 设备执行/交互层:包括工业触摸屏(人机交互终端)和变频器(执行设备),触摸屏接收PLC传输的运行数据,同时向PLC发送参数设置、指令下达等操作,变频器接收PLC控制指令,实现水泵、风机的无级调速,保障污水处理工序稳定运行。
(二)结构拓扑图
(三)硬件配置
核心硬件配置清单(贴合现场实际需求,简洁实用):
1. 控制核心:欧姆龙CPM1A PLC 1台,承担现场所有设备的核心控制逻辑执行;
2. 通讯核心:捷米特JM-ETH-CXD导轨型以太网模块1台,核心实现串口转以太网、协议转换及数据路由功能;
3. 交互设备:工业触摸屏1台,用于实时监控设备运行状态、设置运行参数;
4. 执行设备:变频器2台,分别控制水泵、风机的无级调速,实现节能降耗;
5. 辅助设备:工业交换机1台、RS232/485专用电缆、工业以太网电缆若干,用于所有设备的硬件连接,保障通讯稳定。
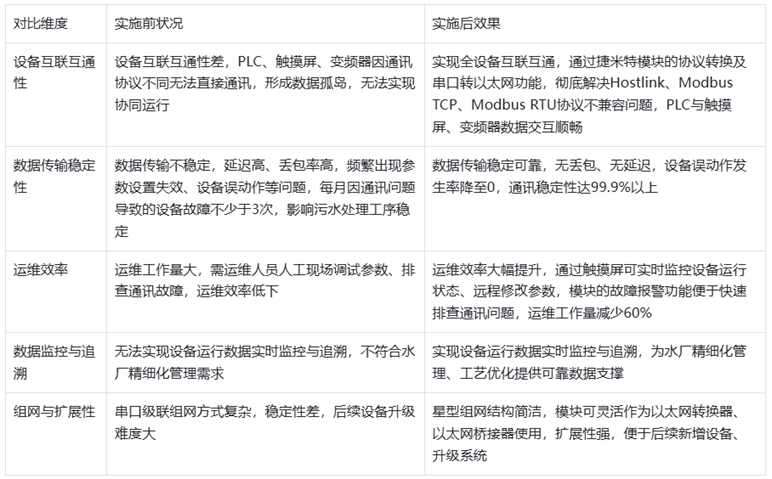
五、应用效果前后对比
六、网关未来发展趋势
随着污水处理行业智能化、数字化转型加速,工业通讯网关作为设备互联的核心枢纽,其作用愈发凸显,未来发展趋势主要体现在四个方面:
一是多协议兼容能力持续提升,将支持更多工业常用协议,实现不同品牌、不同类型设备的无缝互联,彻底打破数据孤岛;
二是智能化水平不断升级,集成边缘计算功能,可对现场设备运行数据进行实时分析、预处理,提前预警设备故障,提升系统运维智能化水平;
三是轻量化与集成化发展,模块体积更小、功耗更低,可集成更多接口,适配小型PLC及各类串口设备,降低组网成本和部署难度;
四是联网能力全面升级,支持5G、WiFi等无线通讯方式,摆脱有线布线限制,适配污水处理厂复杂现场环境,同时实现与云平台、MES系统的无缝对接,助力水厂实现“测、控、管”一体化智慧管理。
七、总结
本次污水处理厂欧姆龙CPM1A PLC与触摸屏、变频器的通讯方案,以捷米特JM-ETH-CXD导轨型以太网模块为核心,充分发挥其串口转以太网、以太网转换器、以太网桥接器的多功能优势,有效解决了设备协议不兼容、串口通讯能力不足等核心痛点,成功实现了PLC、触摸屏、变频器的互联互通。方案实施后,显著提升了水厂自动化运行稳定性与运维效率,降低了运营成本,为污水处理厂精细化、智能化管理提供了可靠的通讯支撑。
该案例充分证明,捷米特JM-ETH-CXD模块适配污水处理厂恶劣工业环境,具备高稳定性、高适配性的特点,是小型PLC网络升级、多设备互联的优选方案。随着行业智能化转型推进,此类通讯解决方案将在污水处理行业得到更广泛的应用,助力环保事业高质量发展;




